歡迎訪問無錫嘉信名優(yōu)液壓科技有限公司!
無錫嘉信名優(yōu)液壓科技有限公司
致力于QPQ技術(shù)為核心的金屬表面技術(shù)的研究開發(fā)、推廣應用及加工服務
 服務熱線:
服務熱線:
致力于QPQ技術(shù)為核心的金屬表面技術(shù)的研究開發(fā)、推廣應用及加工服務
服務熱線:



產(chǎn)品中心

曹 總:13861515888
吳經(jīng)理:18762699222
電 話:0510-83958900
網(wǎng) 址:www.old-x.com
地 址:無錫惠山經(jīng)濟開發(fā)區(qū)陽山配套區(qū)天順路15-A
咨詢熱線
0510-83958900

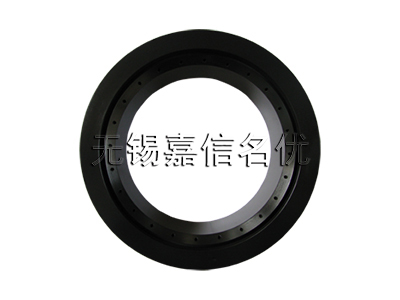
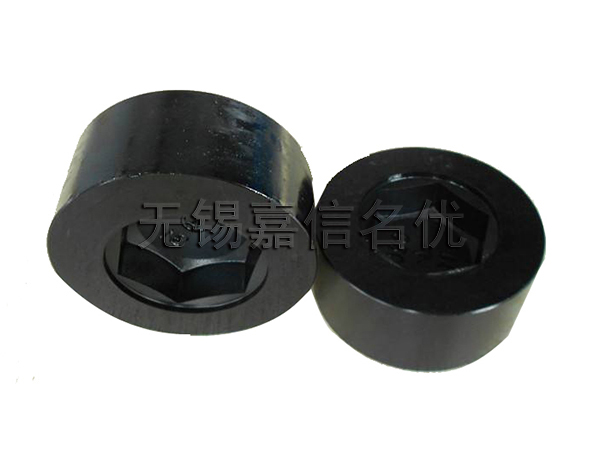
 氮碳氧復合處理加工
氮碳氧復合處理加工 QPQ表面處理加工
QPQ表面處理加工